感谢您访问我们的网站,您可能还对以下资源感兴趣:昆明云猛广告传媒有限公司
亚洲精品国产第一页第二页_久久精品国产亚洲a片无码_国产精品乱码一区二区三
,日韩色情无码,精品国产人成亚洲区,jizz喷水,中文字幕+乱码+中文字幕一区,欧美中文综合在线视频,jizz日本版,岛国免费AV
网站地图
国产精品国产三级国产专区53
日韩av无码午夜福利电影
亚洲女人色综合小说
亚洲一区二区中文
国产AV无码专区亚洲精品
国产一区二区三区最新视频
九色视频丨PORNY丨丝袜
无码人妻精品一区二区三区蜜臀百度
片永久免费看无码不卡
狼友福利在线观看
亚洲丝袜熟女
自拍偷拍综合
非洲黑人最猛性xxxx交
亚洲免费观看
日韩综合
久久久久青草线综合超碰
日本怡春院欧美一区二区三区
国产xxxxxx
午夜福利不卡无码视频
中国XXXX色视频
国产?成人?无码
精品国产高清一区二区三区
欧美成人18
www.日韩.com
好硬好湿好爽再深一点动态图片
国产精品女人呻吟在线观看
国产AV一区二区三区
亚洲乱熟女av
在线观看一区二区三区国产免费
国产精品高潮呻吟久久AV嫩
日日嗨av一区二区三区四区
桃色综合网站
国产AV影院
亚洲激情婷婷
在线播放国产99re
熟女中文字幕丝袜日韩
国产va在
国产精品美女久久久久久2021
婷婷伊人綜合中文字幕小说
强开少妇嫩苞又嫩又紧九色
亚洲午夜av久久乱码
P站免费版-永久免费的福利视频平台
熟妇自搞
久久久久久久波多野结衣高潮
好吊妞这里有精品
一本二本无码
国产黄拍
亚洲乱码久久
熟女丝袜国产
国产黑色丝袜在线观看片不卡顿
国产360激情盗摄一区在线观看
男女做爽爽爽视频免费
日本www一道久久久免费
永久黄网站色视频免费
亚洲熟女食品
亚洲精品在线观看中文字幕
探花无码
色翁荡熄又大又硬视频
欧美在线看片a免费观看
97香蕉碰碰人妻国产欧美
日韩福利社
国产精品久久九九99九九99
久久综合狠狠综合久久97色
亚洲成人在线
午夜福利三级理论电影
亚洲91页
91精彩视频
真实的单亲乱自拍对白免费
av狼友
中国xxxx自拍
一区二区三区午夜
亚洲激情中文
亚洲日本不卡
午夜福利精品
秋霞av无码观看一区二区三区
人妻少妇
牛牛AV
久久91精品国产一区二区
黄色免费网站
在线亚洲中文精品第一页
天堂a?中文在线
jizzjizzjizzjizz
av在线亚洲男人天堂
国产精品久久久777777换脸
亚洲欧洲日韩综合色天使不卡
人人操人人妻
精品国产亚洲一区二区三区
国模精品
亚洲综合自拍一区
欧美日韩亚洲a
无码一区二区黑人猛烈视频网站
69影院少妇在线观看
口爆人妻
亚洲av中文
精品国产乱码一区二
91视频在线视频
亚洲中文字幕2019
最新亚洲中文字幕在线
jizzav
av中文一区二区三区
福利二区
豆花福利导航
亚洲无码高清视频
欧美特黄一免在线观看
人妻精品久久无码专区涩涩
中文字幕高清在线观看
五月婷婷六月丁香
国产午夜精品免费一区二区三区
国产精品热久久毛片
中文字幕一区三级久久日本
国产 高速 亚洲 欧美 在线
国产新婚夫妇叫床声不断
FREECHINESE国产精品
亚洲黄色一区二区
亚洲an日韩专区在线
xxxx免费
伊人免费
亚洲综合无码一区二区三区不卡
国产亚洲中文字幕91
洋洋av
国产玖玖
欧美BBXX
成人永久在线
午夜做受视频试看6次
成人国产在线永久免费
丁香五月激情图片
熟女亚州综合
国产成人自产拍免费视频
久草资源网
深夜免费福利视频
国产精品女同一区二区久
国产亚洲一区二区av
jizz亚洲
91爱爱网
国产va在线播放
99久久99久久精品免费看小说。
夜色福利久久精品福利
av中文字幕网站
黑人无码av
免费a级毛片无码a∨免费软件
少妇精品一区二区三区免费
四虎在线视频
国产精品大片中文字幕
日韩视频a
国产丝袜打飞机免费在线
无码中文字幕天天AV天天爽
加勒比综合网
在线观看不卡A片视频
中字无码精油按摩中出视频
97桃色
天天躁夜夜躁狠狠躁躁88
伊人av电影
中文原创av
男男GV白嫩小受GV在线播放
牛牛AV
久久影音先锋
亚洲成人黄色网
久热天堂
av美女网站
老师露双奶头无遮挡挤奶视频
成人精品视频一区二区不卡
久人人视频精品国内
亚洲va国产va天堂va久久
av二区三区
99久久亚洲精品影院
亚洲视频一区
国产一区二区波多野结衣
日韩AV中文字幕在线
中文字幕无码久久一区
无码社区
文中字幕一区二区三区视频播放
美女88av
一区二区激情
1精品啪国产在线观看免费牛牛
91视频?-?sebo99
日韩乱码一区
91视频在线看
中国精品视频一区二区三区
女人天堂av
欧美足交视频
国产熟女区
国产在线尤物在线不卡网站
一区二区免费
亚洲中文在线观看午夜
蜜桃臀AV高潮无码
亚洲精品成人
人妻日韩精品中文字幕
亚洲精品影视
Jizz日本18
久久综合九色综合97伊人
色人妻
亚洲色涩
亚洲天堂二区
69亚洲精品
久久永久免费人妻精品
免费92淫黄看电影
国产91chinese在线观看
av黄色网址
黄色wwww
一本视频精品中文字幕
国产精品秘?国产A级
国产美女精品久久
激情狠狠
日韩AV无遮挡污污在线播放
亚洲永久一区二区三区在线
aV无码av高潮aV三区
少妇潮喷无码白浆水视频
国产色资源
国产主播一区二区三区
亚洲自拍一区在线观看
四季av一区二区
亚洲va国产va天堂va
日韩av无码免费大片bd
国产成人免费高清AⅤ
91综合色
黄色好看一区二区三区
久操无码
亚洲电影在线观看
久久久一本波多野结衣
亚洲人成18禁网站
亚洲天堂精品一区
国模久久
高清无码久久久久
亚洲天堂在线播放
老鸭窝成人
久久精品亚洲精品毛片
国产熟睡乱子伦视频观看看
丁香婷婷社区
狠狠干2025
中文字幕一二三产区区别
国产精品黄网在线观看
51av视频
日韩av中文
亚洲少妇色图在线观看
99zyz
三级色网
黑人香蕉又粗又大视频免费
欧美颜射
免费日韩在线观看av
精品偷拍
亚洲成人av一区二区三区
欧美综合图亚洲综合另类
中文字幕av在线
xxx综合网
国产熟女AV
91瑟瑟
999福利激情视频
99在线精品国自产拍不卡
欧美丝袜性交
免费大片AV手机看片高清
日韩精品一区91精品
亚州AV成人无码久久精品
国产盗摄人妻精品一区
日本亚洲国产
久久久久亚洲AV无码专区
亚洲精品国产精品乱码不卞2021
黄色大片一区二区中文字幕
女同在线观看免费网站
亚洲精品在线观看中文字幕
国产女人40精品一区毛片视频
色撸撸视频
最新日韩无码中文字幕
国产91色在线|亚洲
中文字幕在线高清
久久久久国产精品人妻aⅴ毛片
亚洲制服丝袜无码
亚洲男人在线
欧美成 人 在线播放视频
黄色A片网
av黄色
亚洲aⅴ无码日韩av无码网站
日本丰满熟妇中出在线
天天躁夜夜躁狠狠综合
日韩AV中文无码影院
91久久人澡人妻天天做天天爽
日本少妇视频
国产高清又黄又嫩的免费视频网站
久久国产AV
av在线一区二区三区四区
黄网站涩免费蜜桃网站
手机看片日韩av
国产亚洲日韩在线一区二区三区
亚洲国产熟女第一页
国产精品va
男女一进一出视频久久
丰满少妇人妻
女同av在线
xxxx国产
国产精品视频区
人妻熟妇精品免费观看
国产精品va在线观看一
人妖TS丝袜脚交
jizz麻豆
中文字幕一二三区
亚洲AV成人无码一二三在线观看
国产女厕撒尿一区二区
亚洲中字幕
国内自拍偷拍
中国九九激情
人妻无码中文专区久久综合
超碰97人妻
亚洲欧洲日韩综合色天使不卡
亚洲中文字幕系列
中文字幕少妇人妻
日韩av一本
中国熟妇内谢69xxxxx
国产精品V在线播放
a级毛片视频免费观看
波多野一区二区无码中文字幕
中文字幕四区
日本一区二区不卡
欧美黑人一区
军婚撩人六叔放肆宠好看吗
综合av网
丰满人妻熟妇乱又伦精品软件
人妻精品
A片A级毛片
精品乱码一区二区
国产免费制服丝袜调教视频
天天艹天天干
黄色无码视频
亚洲一二三
欧美freesex精品
国产成人亚洲日韩欧美婷婷亚片
国产V视频
欧美人与物videos另类一
久久综合激情
亚洲AV噜噜在线成人网站
日本理伦片午夜理伦片
亚洲日韩第9页
日韩一区二区三区三四区视频在线观看
人人色人人
东京热无码大乱AV
五月婷婷五月天
狠狠干视频网站
影音先锋成人片
亚洲专区熟女
伊人69
亚洲高清av一区二区三区
久久婷婷影院
久久巨
人妻少妇视频
又黄又爽又色的美女网站
无码1245
a欧美一级爱看视频
香蕉av在线
欧美日韩亚洲一级在线一区
亚洲五月综合
最新中文字幕在线
我要看免费一级毛片
日本精品中文字幕
国产熟妇??码视频
亚洲欧美日韩三区
国产成人精品日本亚洲第一区
国产人妖xxxx做受视频
一本二本无码
97超碰自拍
亚洲无码2
丁香五月激情图片
伊人免费在线观看
伊人久久综合精品无码AV专区
欧洲一区二区
污视频网站免费观看
无码人妻精品一区二区三区蜜臀百度
国产,精品,无码,丝袜
成人影音先锋
4480yy亚洲午夜私人影院剧情
亚洲激情综合
超碰日韩
欧美综合中文字幕久久
av福利社
国产精品久久无码免费看
五月。。激情綜合老漢色
国产乡下妇女做爰视频
开心一区二区三区激情
亚洲精品二区
多人乱p视频在线免费观看
熟女丝袜美腿亚洲一区二区三区
合集国产精品
国产成人综合久久亚洲精品
91熟女视频
超碰99在线
国产九九在线视频
少妇精油按摩av无码中字
国产婬妇无码无遮挡A片在线观看
国产日韩av一区
大香蕉一区
五月香蕉网
一本色道久久综合亚洲精品按摩
丰满人妻熟妇乱又伦精品软件
无码人妻精品一区二区三区温州
亚洲无码人妻
热思思久久免费视频
日本一区精品视频
美女秘密91
超碰51
欧美ts人妖xxxxxx
亚欧图综合亚洲欧洲日韩国产
婷婷综合网
99久久人妻精品免费二区
偷拍99
中文字幕三区
色三区
欧美人妖性爱
亚洲va精品中文字幕
日本人妻中文
日本无码又大又硬又粗又长又爽又色又紧
无码天堂
全球熟女AV最大导航
综合无码一区二区三区
91超碰人人在线
毛片a级毛片免费观看免下载
国产日韩AV高潮在线
人操人人
3P性视频
中文字幕一二三区
不卡的在线视频免费观看
999无码精品亚洲精品日韩人妻无码
亚洲色图自拍
国产精品国产三级免费
大帝av
婷婷久久八月
久久精品欧美一区二区三区麻豆
欧美a视频在线观看
国产成视频在线观看
黑人一级片
国产av久久久久精东av
无码乳交
欧美不卡精品中文字幕日韩
亚洲色图自拍
亚洲av综合一二三区
熟女?国产?精品
国产成人你懂的在线观看
69国产
性爱福利社
97人妻在线
超碰成人免费
亚洲国产精品va在线播放
亚洲中文字幕免费
久久久久国产精品免费免费搜索
欧美三级电影网站
性国产
91po国产在线精品免费观看
国产精品va免费视频
国产精品夜夜爽
欧美日韩国产第一社区
亚洲精选91
日本一二三区高清免费播放器
福利精品一区二区三区
久久精品视频18
亚洲视频欧美视频
在线播放亚洲成人av
碰碰免费视频
久久久受www免费人成
亚洲精品国产A久久久久久
久久AV高潮AV
国产亚洲精品VA片在线播放,国产中年熟女大集合
国产精品久久久久影院
国产精品视频二区不卡鸭子tv
亚洲中文字幕免费
亚洲AⅤ综合在线欧美一区
麻豆精品新a v视频中文字幕
久久人人蜜桃97精品蜜臀
中文字幕一区二区三
AV黄色
91精品人妻一区二区三区蜜桃
国产乱淫a∨片
337p日本欧洲亚洲
91在线视频播放
日本女同视频
亚洲电影在线观看
99国产精品丝袜久久久久
岛国大片视频在线播放
久久99精品国产.久久久久久
91婷婷
日日日操
国产剧情福利AV一区二区
91狠狠综合
国产精品国产三级在线高清观看
人人操操
国产成人91
成人观看欧美特黄A片
自偷自拍亚洲综合精品图片
国产对白刺激在线观看
亚洲~V
玖玖视频
亚洲av日韩精品一区
蜜臀91
2020日韩无码
777欧美
日韩AV中文无码影院
亚洲AV成人无码久久精品四虎
亚洲男人天堂
久99视频精品免费观看福利
嫩草影院末满18污污污在线
蜜桃臀AV高潮无码
极品虎白女在线观看一线天
51精品视频
久久草网站
免费AV在线
国产午夜福利
熟女精品激情免费视频
日本精品一区二区
av三区在线
五月婷婷久久中文字幕
制服丝袜在线云霸
永久不封国产毛片AV网煮站
国产成人无码久久久久毛片
亚洲中文在线观看
拍真实国产伦偷精品
2020国产免费久久精品99
中文字幕在线观看亚洲
亚欧女AV
日韩欧美一级特黄大片
日韩中文字幕一区二区高清
毛片偷拍足浴技师www
日日夜夜噜噜
日韩一区二区三区av
亚非秘?一区二区三区四区
波多野结衣午夜影院
中文国产
日本乱码在线
国产一区二区免费福利
久久综合给久久狠狠97色
日本一区二区不卡
岛国一区
91免费在线
伊人久久av
无码日韩精品一区二区免费96
精品亚洲自拍
久久天堂综合亚洲伊人HD
五月天淫淫网
被公侵犯人妻少妇一区二区三区
午夜体验区
国产成人精品视频一区二区电影
亚洲avav
朝鲜女人大白屁股ASS孕交
国产精品久视频
免费欧美性爱视频
大色欧美
极品av在线播放
熟女爱V
深夜福利姬
99伊人
国产在线精品一区二区夜色
日韩国产精品视频在放
欧美人妻少妇
久久人妻少妇偷人精品综合桃色
亚洲日产AV中文字幕无码偷拍
成人超碰最大网站
国产精品午夜福利
欧美777
jizzjizzjizz日本老师丝袜
亚洲资源站
亚洲制服丝袜在线
海角社区91熟女丝袜脚国产
国产12页
强开少妇嫩苞又嫩又紧九色
福利姬国产精品一区在线
国产精品18久久久久久麻辣
亚州AV成人无码久久精品
天堂av一区二区三区
国产av大全
亚洲电影资源
亚洲精品影院
岛国av无码
久久久久久久久久8888
亚洲精品97久久一
无码少妇视频
香蕉av在线
内射网址
jizz国产
亚洲人妻系列
日韩中文字幕久久
熟女视频在线看
www.yw尤物
日韩精品久久久中文字幕人妻
影音先锋国产
一本一道无码中文字幕精品热
玖玖电影免费观看电视剧软件
国产深夜福利
久久精品国产精品一区二区
亚洲欧美日韩三区
国产精品久久久久久久白晢女i
91纯肉动漫
3P无码
精品亚洲麻豆1区2区3区
亚洲二级片
日韩电影精品
九九国产视频
国产一级AAAAA片免费
人妻av天堂一区二区
亚洲乱码国产乱码精品精网站
亚洲综合av一区二区
freeAV爽视频
成年男人裸j照无遮挡无码
午夜黄色影院
99re国产
美乳视频一区二区
五月天婷婷色
日韩精品自拍
在线观看日韩av
aⅴ色综合久久天堂av色综合
国产探花AV在线日韩精品
av三区在线
爱3P
国内黄色视频
精久视频
91视频在线
口爆人妻
大色欧美
一区二区三区婷婷在线
色五月激情网
夜色福利导航
超碰123
手机看片欧美
拳交AV
免费看无码网站成人A片
国产sm鞭打折磨调教视频
制服丝袜无码
精品偷拍
自拍偷拍亚洲
国产丝袜高跟美腿一区在线
日本亚洲一区二区三区
夜夜国自一区
中文字幕A片免费观看
对白刺激的老熟女露脸
久久久久久av
中文字幕网久久三级乱
亚洲中文字幕有码视频
不卡黄片
26uuu亚洲电影最新地址
五月色色网
国产丨熟女丨国产熟女??在线
午夜小电影
国产成人有码
A片在线不卡观看免费观看
日本精品中文字幕在线观看
人人人操
无码人妻精品一区二区三区温州
亚洲日本乱码一区两区在线观看
人妻少妇精品久久久久久0000
91在线观看
国产成人HD
国产女孩精品在线播放
欧美va天堂va视频va在线
亚洲成a人片在线观
人妻日韩精品中文字幕
国产,精品,无码,丝袜
熟女在线播放
国产成人18黄网站在线观看
久久瑟瑟
国产成人HD
一级做a爰全过程免费视频
欧美日韩中文字幕日韩欧美
国产精品污双胞胎在线观看
一本久久88中
久久中文字幕人妻综合
免费vA片
国产色在线观看网站
色偷偷狠狠色综合网
亚洲欧洲精品国产区
日本三级电影网站
欧美色爽
亚洲日本不卡
最新国产亚洲swag精品
91亚洲视频
中国metart人体欣赏
丝袜一级A片
A在线视频
日本乱伦中文字幕
国产一级黄色电影
激情综合久久
国产VA
影音先锋资源
国产乱子伦精品免费女
A级片网站
国产精品久视频
日韩一区二区av
91精品人妻一区二区三区蜜桃
加勒比HEZYO无码av
国产成人免费无码视频在线观看
无码人妻丝袜在线视频
亚洲免费v片
1024在线免费观看
人妻av天堂一区二区
午夜福利免费一区二区
91sese
日韩特黄无码A片免费视频
国产在线你懂
涩涩久久
国产性爱网
五月停停
日韩无码一区二区AV
亚洲日韩久热中文字幕
超碰97人人天天蜜芽
永久免费看mv亚洲
成人AV天堂
91九色TS另类国产人妖
蜜桃AV在线
国内视频自拍
一区二区中文字幕
亚洲国产午夜精华无码福利
亚洲日本人成网站在线观看
色欲网天天无码av
88XV日韩
久久中文字幕亚洲
日韩AV中文字幕在线
国产成人精品午夜日本亚洲18
91视频网亚瑟视频
亚洲精品欧美精品日韩精品
人妻无码专区
人妻无码一区二区三区免费
国产在线拍揄自揄观看视频
午夜福利10000
亚洲一二三
午夜福利三级理论电影
超碰小说
麻豆色漫
国产综合久久99久久
亚洲欧洲国产日产国码无码
日本一区二区三区免费播放视频了
成人自拍中文字幕
国产AV一区二区三区
成年午夜精品久久精品
日韩高清亚洲日韩精品一区二区三区
干干日日
日本a视频在线观看
亚洲自拍另类欧美综合
国产精品一区二区国产主播
午夜人性色福利无码视频在线观看
影音先锋在线视频
亚洲区欧美区中文字幕久久
日韩一区中文免费视频
久久国产精品岛国搬运工
国产亚洲福利精品一区二区
成人日本有码在线
91丨九色丨夫妻绿帽
日本www色
91香蕉视频下载网站
亚洲av天码一区二区
在线精品无码一区二区三区
6699无码精品
亚洲天堂精品一区
A级在线观看
成人三级精品
亚洲综合色在线观看一区二区
国产精品自拍在线视频
极品乱人伦
激情文学亚洲
国产?欧美?欧洲
男人夜夜影院
成人xxxxx
欧美日韩国产在线观看免费
日产精品久久久久久久性色
色AV综合AV综合无码网站
国产欧美丝袜在线二区
国产高清在线精品一区不卡
亚洲日本乱码在线观看
亚洲天堂二区
极品一区
人妻蜜臀久久av不卡
亚洲av第一区第二区
丁香色区网站地址
国产精品国产主播在线观看
日本乱码一区二区三区
国产熟女网
久久综合九色综合欧洲98
艳妇荡乳豪妇荡乳AV
中文字幕人妻系列
精品第一国产综合精品Aⅴ
jiZZjiZZji?ZZ亚洲熟女
精品夜恋影院亚洲欧洲
91麻豆国产香蕉久久精品
狠狠丁香激情久久综合
亚洲天堂网在线观看视频
亚洲日本在线一区
国内自拍偷拍
国产美女精品久久
3P视频在线
色偷偷www8888
亚洲色伦
日本黄色小说
亚洲蜜臀av乱码久久
亚洲国产成人A精品不卡在线
国产V精品成人免费视频
日本高清中文字幕免费一区二区
六月丁香网
亚洲中久无码永久在线观看软件
欧美激情一区二区亚洲专区
四虎影视久久久免费
尤物yw午夜国产精品大臿蕉
国产无码免费
手机看片福利视频
亚洲日韩精品秘在线观看
av一区二区三区
3P无码
亚洲精品成人无码AV在线
国产精品集合
无码黑人
亚洲精品乱码久久久久久按摩
老司机午夜免费精品视频
欧美人与z0zoxxxx视频
中文在线字幕在线中文
2025亚洲无码视频
中文字幕日韩有码一区
国产精品视频资源
极品一区
亚洲区日韩精品中文字幕
sewang网页版入口
永久不封国产毛片AV网煮站
亚洲不卡
欧美综合乱图图区乱图图区
香港AA三级久久三级
中文字幕一区二区视频
久草资源网
久久久久无码
中文字幕第4页
av片免费播放
亚洲免费观看
欧美福利
老熟妇一区二区三区啪啪
99久久精品久久久
婷婷综合在线观看丁香
激情五月天婷婷
中文字幕国产日韩精品
成人在线视屏
自拍亚洲欧美
欧美一线天
丁香五婷
少妇高潮无套内谢麻豆传
亚洲视频一区
亚洲 欧洲 国产 日产 综合
伊人久久免费视频
国产精品xxxx
亚洲激情综合
日韩中文字幕一区二区高清
免费a级毛片高清在钱
久久久精品一区
亚洲国产精品羞羞
亚洲综合伦理
亚洲免费观看
欧美日韩a√
国产乱码av
日本精品一区
国产免费视频一区二区
精品国产av
久久77
国产视频传媒一区二区
日韩av一区二区三区在线
丝袜shi在线播放
在线亚洲AV不卡一区二区
国产精品高潮呻吟AV
亚洲性XXXX丝袜护士HD
无码人妻久久1区2区3区
久久久久久美女
亚洲乱码中文字幕久久孕妇黑人
国产一区二区性感自拍
日韩av激情在线
亚洲视频中文字幕
人妻无码中出
亚洲精品乱码久久久久久中文字幕
丰满少妇被猛烈进入无码
国语对白在线免费视频
久久精品国产亚洲AV成人毛片
最新在线中文字幕
国产AV一区二区三区
中文字幕日产人妻久久
AV青青草
亚洲色道
国产精品一二
久久精品亚洲成人av
久久香蕉国产线观看精品91
欧韩一区
狠狠亚洲超碰狼人久久老人
日本色多多
国产高清在线
午夜中文在线
欧韩一区
亚洲一区二区三区激情视频
欧美黑吊大战白妞最新章节
探花无码
无码中文人妻
久久瑟瑟
精品日韩在线视频网站
色人妻中文字幕
亚洲国产成人久久综合碰碰动漫3d
亚洲永久一区二区三区在线
中文字幕在线不卡视频
午夜AAAAA级岛国福利在线
国产新疆成人a一片在线观看
日韩精品一二区在线视频
麻豆熟妇乱妇熟色A片在线看
欧美精品久久久
亚洲激情av
亚洲中字幕
中文字幕在线一区
日韩高清码中文字幕日韩
伊人久久综合亚洲亚洲
久草视频网
国产熟女亚洲精品麻豆
蜜桃臀无码内射一区二区三区
亚洲一区二区三区在线播放
性爱免费视频
国产69精品久久久久久久久久久久
国产av中文字幕
青青草乱人
精品国产AV
爽爽影院免费观看视频
美女88av
日韩欧美午夜成人无码
日韩AV一区二区三区
久久18禁
中文字幕亚洲在线
国产V∧在线视频
国产亚洲成年网址在线观看
777米奇色狠狠888俺也去
少妇人妻偷人精品免费视频
亚洲成人av一区二区三区
国产18禁美女无遮挡
3p视频在线
精品久久精品久久99
2020国产免费久久精品99
99爱视频精品免视看
亚洲一区二区av
色欲AV成人无码精品无码
中文字幕人妻av蜜臀
一级黄片国产精品久久
国产91一区二这在线播放
欧洲一区二区
AV一本久道久久波多野结衣
夜福利导航
亚洲老熟女
亚洲成a人片在线观
黑人VideOS特大粗暴
五月婷婷开心
探花AV
五十路熟妇
国产丝袜在线
亚洲19p
少妇人妻精品无码专区视频
青草青草久热精品视频在线观看
中文字幕第4页
亚洲成人在线网址
人妖15p
九九久久99综合一区二区
成年人免费国产视频
夜夜欢视频
男人天堂国产
国产一区二区三区小说
国产91无码福利在线
91超碰在线播放
免费专区——色哟哟
午夜剧场黄色
亚洲AV成人无码天堂
国产在线观看不卡免费
日本专区dvd中文字幕在线
97SE亚洲国产综合自在线
五月天婷婷色
激情自拍一区
欧美人妻精品一区二区三区
久久人人爽人人爽人人片AV高清
www.99
牛牛澡牛牛爽一区二区
国产精品av中文字幕
色丁香五月天
日本免费精品一区二区三区
亚洲欧美日本久久综合网站点击
偷拍自拍成人免费视频
人妻中文字幕有码在线
国产一区二区性感自拍
特级毛片a级毛片在线播放www
亚洲天堂中文字幕
97亚洲色
无码看片
亚洲AV无码乱码精品国产草莓
午夜无码福利
亚洲av二区
亚洲AV无码一区
日韩顶级metart裸体自慰
操国产精品女人
av小说网址
国产精品自拍视频网站
亚洲看片
日韩av日韩av在线
久久国产东京热加勒比
成人AV天堂
国产二级看片
色婷婷亚洲婷婷八月中文字幕
国产精品久久久久这里只有精品
国产精品福利一级久久
污视频网址
日本国产一区
人妻少妇乱子伦a片
国产精品999
日韩精品久久久久久
少妇精品高潮欲妇又嫩中文字幕
少妇高潮惨叫久久久久久
伊人成人社区
久久久久久久久熟女AV











 紙箱2
紙箱2 紙箱3
紙箱3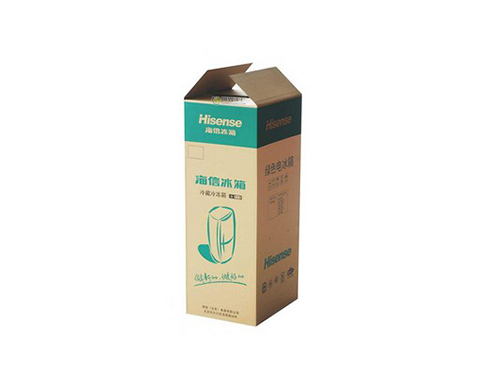 冰箱包裝
冰箱包裝 彩箱1
彩箱1 彩箱2
彩箱2 彩箱3
彩箱3 彩箱4
彩箱4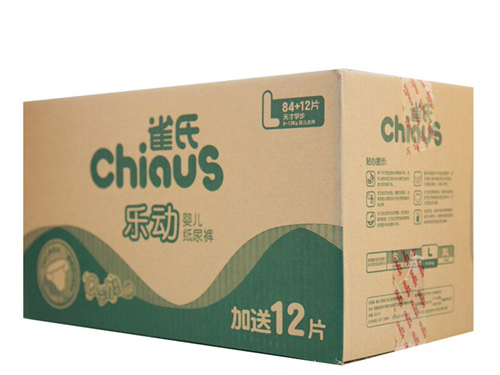 彩箱5
彩箱5 彩箱6
彩箱6 手提盒
手提盒 禮品盒1
禮品盒1 禮品盒2
禮品盒2 禮品盒3
禮品盒3 禮品盒4
禮品盒4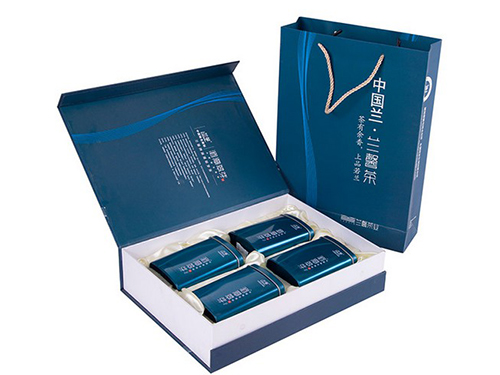 禮品盒5
禮品盒5 禮品盒6
禮品盒6 禮品袋
禮品袋 牛皮紙箱8
牛皮紙箱8 牛皮紙箱1
牛皮紙箱1 牛皮紙箱2
牛皮紙箱2 牛皮紙箱3
牛皮紙箱3 牛皮紙箱4
牛皮紙箱4 牛皮紙箱5
牛皮紙箱5 牛皮紙箱6
牛皮紙箱6 牛皮紙箱7
牛皮紙箱7 快遞箱1
快遞箱1 快遞箱2
快遞箱2 快遞箱3
快遞箱3 快遞箱4
快遞箱4 快遞箱5
快遞箱5 快遞箱6
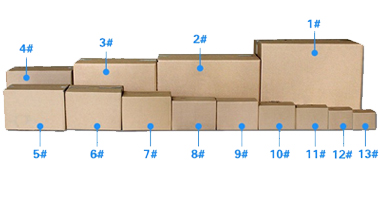
快遞箱6 快遞箱尺寸
快遞箱尺寸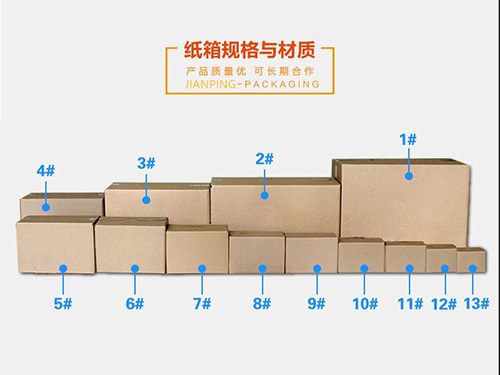 訂做快遞箱
訂做快遞箱